Influence of Additive Manufacturing
CHAPTER 1
Introduction
The purpose of this study is to explore the influence of Additive Manufacturing (AM) technologies on Make-to-Order (MTO) companies. The emphasis is on how AM technologies affect the flow of material and information for MTO companies. Therefore, this study makes a major contribution to research on 3D printing technologies by demonstrating the influence of these technologies on the performance of MTO companies. However, this chapter will start with a theoretical background, in addition; it briefly defines AM technologies and MTO companies and what they refer to in this study. Next, the chapter describes the academic and commercial challenges facing manufacturing and explain potential scenarios for the future. Followed by defining the aims and objectives for this study and lastly the chapter will highlight the structure of this thesis.
Background
In recent year, due to its numerous advantages, 3D printing has become the primary tool of production for many companies (Wohlers, 2012). The 3D printer is also known as “Additive Manufacturing” (AM). AM can be defined as “process of joining materials to make objects from 3D model data, usually layer upon layer, as opposed to subtractive manufacturing methodologies” (ASTM International 2009). Such technologies have other synonyms as well, like 3D printing, Rapid Prototyping, Rapid Manufacturing, Additive Manufacturing, Digital Manufacturing, so all of these terms are relevant to additive manufacturing. The popularity of MTO has increased dramatically in recent years because of mass customisation and competition in terms of product variety. Therefore, many companies offer a large variety of products to stay competitive, and hence MTO is an effective strategy to deal with this competition. Looking closely, it is believed by academics that there are numerous implications on all aspects of the business which lead to increase in not only the cost of production, but also on the cost of developing products, manufacturing, and supply chain (Roy and et al., 2010). In addition, workers are required to take more decisions regarding a particular customers’ orders, resulting in an increase in the uncertainty and complexity of manufacturing system and supply chain (Hu and et al., 2008). Moreover, MTO production approach is based to respond to customer orders. This leads to challenges such as uncertainty in order quantity, demand location, and customer cash flow. This concept can help organisations to face difficulties in forecasting the demand and the way to reduce inventories obsolescence. Another important challenge here is that customers who tend to pay and wait for the product are not always guaranteed. Therefore, one of the significant challenge companies experience is the responsiveness to react in an appropriate time to the demand of the customers or to adapt to any changes in the marketplace to maintain or create competitive advantage (Holweg, 2005). Thus, faster process, more responsive and closeness to the customer is a change for manufacturers that affect their operations.
“Variety is still putting something in inventory in the hope that a customer will come along and say they want it. It is only true customisation if it is done in response to a customer order, reflecting the needs of a real, live, breathing customer” (Pine, 1993)
Mass customisation allows customers to design or customise their products to a certain degree, as shown in Figure 1. Pine (1993) describe mass customisation as “developing, producing, marketing and delivering affordable goods and services with enough variety and customisation that everyone finds exactly what they want”. One of the fundamental features in product customisation is responsiveness. Delay in shipping results in changes in the demand and thus affect the manufacturing companies.

Today, the reason for countries such as China, India, and Thailand being the major manufacturers is that these countries have low labour cost and more access to the raw materials needed for mass production. The products manufactured in China usually compete on low cost of production, due to low labour cost. Also, all the tools, skills, and infrastructure are located locally, further driving down the production costs. However, if the labour cost is increased along with the expectations of the customers, then this will affect the allocation of manufacturing, as shown in Figure 2. Thus, it is clear that increasing the labour cost and a continuous reduction in the availability of sources is an important change for the manufacturers, as they may face many issues in the long-term future. It will also affect a firm’s competitive advantage.

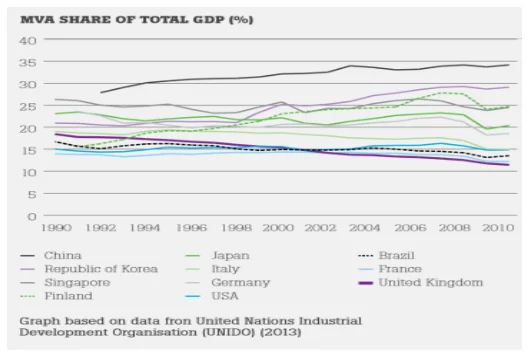
Producing near to the demand in order to reduce transportation is considered as a challenge for the manufacturers. Moving the materials is an unnecessary waste of time and cost for the company. The transportation may include any movement of raw materials, which do not add value. For instance, transport processing stage between facilities may result in increasing the cost of production (Shah and Patel, 2018). The Industrial manufacturing output is contributing to GDP of any country as seen in Figure 3 and therefore governments are concerned about the issues faced by the manufacturing industry. A decrease in the output of manufacturing will affect the GDP in major countries that depend on the manufacturing processes. Herein it can be said that UK’s GDP from manufacturing in 1990 was around 17% whereas it now struggles to achieve even 10%. One of the main reasons is that share of UK in global manufacturing export have dropped from 7.2% in 1980 to 2.9% in 2012 (World Trade Organisation, 2013).

The future scenario is widely discussed for manufacturing in increasing automated manufacturing processes which when complemented with a small and high skilled labour and become less reliant on a large number of physical workforces than in the past. This means in the future the labour in manufacturing will become very skilled and specialised manufacturing based on automation and robotics or technology would be possible (Malmkvist et al., 2016). This change from physical labour to a highly skilled workforce will transform the way things are made today and will allow companies to respond quickly to changes in customer demand. Technologies such as Additive manufacturing will play a key role in transforming manufacturing. Evidence indicates that the market of products produced by AM is increasing rapidly and will provide important transformative opportunities for UK based manufacturers. For instance, the global market in 2010- 2012 for AM product growth from $1.3 billion to 1.9 billion and expected in the future to rise to reach $100 billion by 2020 (Dickens, P et al. 2013).

Research aims and objectives.
The increasing manufacturing competition in the market require a need for quickly responding to the customer demand and meeting their expectations. In a number of industries, Make-To-Order manufacturing strategy is implemented due to the competition offers a variety and customizability to produce products and services, only when the customer orders it. Therefore, MTO system is facing challenges such as managing inventory, manufacturing lead-time and forecasting the demand. Producing products and services as exactly like the customer's needs is another significant challenge for MTO companies because of limited customisation standard. The adoption of technology such as AM can improve the performance of MTO companies, but the impact of this technology on operation and supply chain performance is not clear. The aim of this study is to understand the potential influence of AM on MTO manufacturers. The purpose of this study is to explore the impact of additive manufacturing technologies on Make-to-order companies by focusing at the impact on the flow of materials and information in MTO supply chain. In order to achieve better understanding, qualitative research strategy has been selected, using the semi-structured interview. The first objective of this study is to analyse the nature of MTO in the context of the supply chain structure. Secondly, discuss the characteristics of AM technology from a manufacturing system perspective. Identify the impact of this technology on the flow of materials and information, and define the impact on their resources and capacity. Finally, outline the issues and opportunity emerging as involving AM in MTO manufacture.
Structure of the dissertation
This thesis consists of six chapters as showing in figure 4; the first is to introduce the background of the topic and the challenges that are facing the manufacturing and highlight the aim and objectives for this study. Secondly, the literature review chapter will provide and discussion on the recent studies related to AM technology. The third chapter will present the methodology used for this dissertation, followed by the result chapter, which presents the result obtained. Next, the discussion chapter and finally the conclusion chapter.
CHAPTER 2: LITERATURE REVIEW
Introduction
The purpose of this study was to investigate the potential impact of additive manufacturing (AM) on the supply chain, focusing on how these technologies influence the performance of Make-To-Order (MTO) companies. This study identified the supply chain concept and highlighted the supply chain structure as well as the key factors needed to improve the performance of the supply chain. This review aims to understand the flow of material and information in the supply chain of MTO companies. This chapter also looks at the issues of MTO which have been discussed in various literature, followed by discussing the main characteristics of additive manufacturing and identifying the advantages and disadvantages of this technology have also been highlighted. Finally, a review of the literature of AM while considering the influence of how these technologies have an impact on the performance of a supply chain has been presented.
Supply Chain
There are several studies which have highlighted the definitions of the supply chain. Christopher (2016, p.3) defines supply chain as “The management of upstream and downstream relationships with suppliers and customers to deliver superior customer value at less cost to the supply chain as a whole”. According to Simchi-Levi et al. (2008) supply chain also refers to a logistic network which consists of suppliers, manufacturing centres, warehouses, distribution centres, and retail stores as well, as the flow of raw materials, work-in-process inventory, and finished products between the facilities as shown in Figure 1. From this perspective, organisations create strategies and systems to minimise the cost of its supply chain and meet its customer’s expectations.

Supply Chain Structure
Supply chain structure refers to where the customer will be involved in the supply chain. This involvement can be achieved through different stages in the supply chain (Lampel and Mintzberg, 1996). In the supply chain literature, various terms of order penetration point (OPP). The first paper that described OPP is Sharman (1984), cited in Ryan et al. (2017), and defined it as “the point where product specifications get frozen”. The strategical implementation of OPP influences the level and the nature of customisation, which can be achieved in different supply chain structures (Ryan et al., 2017).

The de-coupling point indicates where the strategic stock is routinely held as a safety measure to deal with varying customer orders, as well as product variety and a smooth production output. The aim of this is to increase the efficiency of the supply chain by moving products differentiation closer to the end user and thus reduce the risk of being out of stock for long times at the retailer and holding too much stock of products which are not required (Naylor et al., 1999). In MTO scenario, the procurement is made on speculation, whereas all production depends on customer order (Mather, 1999). Therefore, it has to have an efficient distribution process and a fast and reliable manufacturing process (Wikner and Rudberg, 2005).
Make-To Order-Companies
MTO companies often have a low number of standard products with low volume and high variety (Subash Babu 1999). The production order is released to the manufacturing process only after the company receives orders from the customers (Subash Babu 1999). The implementation of MTO strategy allows manufacturing function to change between different products as long as they are produced from the same raw materials (Naylor et al., 1999). Yet, the end customer might still have to wait to receive the desired product. However, if MTO companies want to remain competitive, the promise of lead times must be maintained (Subash Babu 1999). Furthermore, the demand for MTO products may be variable and thus require a high level of customisation in terms of a number of different combinations and the volume of the base model to be customised.
An overview of Additive Manufacturing Technology
In the past, Additive Manufacturing (AM) technologies were almost solely used in producing functional prototypes in the design phase of new product development. However recently, the viability of AM in low volume and customised manufacturing has been showing an emergence (Eyers and Dotchev 2010; Tuck et al., 2008). AM is defined as “the process of joining materials to make objects from 3D model data, usually layer upon layer, as opposed to subtractive manufacturing methodologies, such as traditional machining” (ASTM Standard, 2009). AM is commonly known as direct manufacturing or three-dimensional printing, which is a digital technology for producing highly complex product objects layer by layer from a three-dimensional (3D) computer-aided design (CAD) file (Khajavi, and et al. 2014; Gardan 2016; Berman, 2012). The production can be from a large variety of materials such as plastic, metal, ceramic, sandstone, resin, biomaterial and food substances (Tuck et al., 2007; Conner 2014; Kietzmann et al., 2015). The phrase of additive manufacturing covers a wide range of technology which includes 3D printing, Digital Manufacturing, Rapid Prototyping, Rapid Tooling, and Rapid Manufacturing (Eyers and Potter, 2015; Holmström et al., 2010; Hopkinson and Dickens, 2003). Despite each of AM technologies having different characteristics than the others, but they are similar in terms of a four-process chain (Eyers and Potter, 2015). The ability to produce products without the need for tooling to be involved in production can enable manufacturers to move from centralised to distributed manufacturing processes. Eyers and Potter (2015) discussed the use of electronic communications to transfer design file for AM between designer and manufacturer. They identified four channels - Tele-manufacturing has one manufacturer and many buyers. Here the customers are able to create a product from original design and then transfer the design electronically to one manufacturing and therefore having a direct relationship between customers and manufacturing with no need for intermediaries such as retailers. The second channel is collaborative manufacturing. It involves many manufacturers and buyer to enable electronic transmission mechanism to exchange the designs and other related information of order between different manufacturing facilities for production. The third is localised manufacturing. It places the manufacturing capability close to demand to reduce cost and time in comparison to the centralised approach. This model can lead the supply chain to rely on transportation for materials flow. Yet, in this model, the finished products move less distance from manufacturing facilities to end point of consumption and therefore reducing costs and time for moving the materials. Finally, User manufacturing consists of many user manufacturers and many buyers. By using the internet to connect the users to share design and produce their product. In this approach, information flow between a group of self-service customers and the materials flow straightaway to the end customer, requiring distribution plans to help to reach a large number of low volume users. The Logistic activities within the supply chain are concerned with managing two key flow. The movement of physical products from supplies, manufacturer, distribute and to end customer is referred to as flow materials (Swierczek, 2016). The materials flow from upstream to downstream measuring the quantity and duration of materials moved in supply chain network. The cost of material flow involves the cost of transportation of goods and raw material, in addition to the cost of inventory which is implied by the flow. The relationship between inventory cost and transportation cost are usually inversely proportional, which implies that the lower inventory cost, the lower transport cost, the higher inventory costs and reversely (Domański and, Adamczak 2017). Information flow related to demand data from end consumer to upstream supply chain in order to control and planned or assemble based on the requirement of the customer (Harrison et al., 2014). From a customer’s perspective, Wikner and Rudberg (2005) define three dimensions for demand requirements, the shape of the product, time and place utility which in turn, these requirements can be transformed into a set of four significant issues related to the supply of products. So, if the production was more than the demand, resources will be overcommitted resulting in creating inventory cost. In contrast, if demand exceeds production, this may lead to a negative impact by creating costs for backlog and the possibility of losing sales. However, the use of customer demand information as input for different decisions in manufacturing. Thereby, the customer demand information is liked to OPP to add value processes for the customer’s requirement.
Theoretical background
Skinner (1984) originally proposed that the use of new technology in production can be used to improve the performance of strategic factors, resulting in lower costs, improvement in quality, reduction in inventory, shorter delivery and product development, lower investment costs, and new production economics. Porters’ (1985) work on competitive strategy suggested that the sole single source of major market share changes among competitors is technological advances and is one of the main reasons for the downfall of well-established firms.
Additive Manufacturing Technology Process
According to Eyers and Potter (2015), the four processes of additive manufacturing can be summarised in the following points - design, pre-processing, manufacturing, post-processing and the finished product, as summarised in Figure 3.

Design: the first point is to create a computer 3D representation of the product to be manufactured. In this phase, designers are able to modify and adjust the design in the CAD programme (Dodgson et al., 2006). The CAD model can be created by scanning an original design for an object, or through the process of Reverse Engineering (Eyers and Potter 2015). The reverse engineering method is commonly used to produce complex items in a number of industries such as medical items (Singare et al., 2009), architecture models (Eyers et al., 2012), and archaeological exhibits (Soe et al., 2012). By using 3D scanning equipment, complex geometries can be transformed into a digital representation while offering high levels of accuracy and minimal manual design (Raja and Fernandes, 2008).
Pre-processing: After completing the design, the CAD file is transformed to an appropriate format to be processed directly by the AM printing. In this stage, some error checking is performed to ensure that the model is produced successfully. The aim of this stage is to optimise capacity usage of the machine, and thus a reduction in overall manufacturing costs (Ruffo and Hague, 2007).
Manufacturing: the production by using AM is a purely automated process without the need for a specialised technician to oversee the procedure. The manufacturing process might take from a few hours to a few days, depending on some factors such as the type of AM machine, the nature of raw materials used in manufacturing and the speed of the machine (Eyers and Potter 2015; Khajavi et al. 2014).
Post processing: once the manufacturing is complete, all the parts can be removed from the AM process and prepared for the customers. The preparation for the customer can be undertaken by removing the excess materials, inspection, cleaning, polishing, colouring and testing the quality before sending it to the final customer (Eyers and Potter 2015).
The processes of operations can be categorised based on the dimensions for volume and variety of product (Hayes and Wheelwright 1979) as shown in Figure 9. The production processes by AM technologies can be categorised based on the objective of the final product. For example, the processes to build the world’s first 3D printed house (Wheatstone, 2016) was a successful project because it had low volume and high variety. Another example of a project process using AM is the 3D-printed steel bridge in Amsterdam as shown in figure 10 (Yalcinkaya, 2018) as there is only one bridge with that specification.


In applications such as dental, bone replacement and hearing aid the production process seems to be jobbing processes because in those applications it has high variety with higher volume then project processes. Examples are shown in Figures 11 and 12.

In other industries such as spare parts, jewellery or toys, the processes of AM technologies could be batch processes as shown in 13. The characteristic of batch processes is that it involves a medium-sized facility and a medium level of labour. The speed of the process tends to be slow with high labour skills and training. In traditional jobbing processes, the speed of process could be slow with high labour skills and training (Hayes and Wheelwright 1979).

One of the main advantages of Additive manufacturing is the ability to produce highly customised and personalised products by using three-dimensional computer modelling (Bogers et al. 2016; Eyers and Potter 2015). Numerous studies have identified that the technology might lead to an industrial revolution (Berman, 2012; Hopkinson and Dickens, 2006). Furthermore, Holmström et al. (2010) the main advantage that make AM a unique way of manufacturing is: Design customization, simpler supply chains result in shorter lead times and lower inventories, reduced waste, ability to quickly change design, no tooling is required, besides this, the ability of technologies might enable printing at the point of consumption (Tassey, 2014). However, there is a large volume of published studies describing the advantage of additive manufacturing. They have been presented in Table 1.

Despite these advantages, AM technology still has numerous restrictions that limit its applications. In many technologies, the adoption of AM requires training for which heavy investments are required to be made in terms of infrastructure and specialised software (Holweg, 2015). The availability of materials and the choice of colours and surface finishes are still constrained Berman (2012). In addition to this, a physical limit to product dimensions with the building space of AM machines (Gebhardt et al. 2010).

The Applications of Additive manufacturing
To date, a number of studies have highlighted the applications of AM in industries as shown in table 3. Aerospace industries were interesting early on, because of AM ability to significantly reduce material use. The production by using AM in aerospace can provide weight reduction and an increase of the strength-to-weight ratio (Petrovic et al. 2011). This can result in a significant decrease in the costs of fabrication and reducing the weight of aerospace parts could lead to a decrease in fuel consumption (Petrovic et al. 2011). For example, Emirates airlines have adopted AM to produce cabin parts for its aircraft. The first applications for AM in the medical field was to produce dental implants and custom prosthetics in the early 2000s (Gross et al. 2014; Cui et al. 2012). Since that time the use of AM in the medical field has improved dramatically. In recent years, the AM has been used to produce bones, ears, exoskeletons, a jaw bone, and organs (Schubert, 2014). Besides this, the technology is also used in pharmaceutical research regarding medication discovery, delivery, and dosage forms (Klein et al. 2013). Examples of custom prosthetics are shown in Figures 14 and 15.


The literature on the applications of additive manufacturing in industries can be summarised as shown in the table.

Additive Manufacturing Technology in the context of Supply Chain Perspective
There are a number of studies that analyse the implications of AM on the supply chain. In general, additive manufacturing has a potential influence on the downstream supply chain, resulting in more agile and flexible systems to react to changes in the marketplace (Petrick and Simpson, 2013). More importantly, AM production started on MTO basis (Gao et al. 2015), resulted in a reduction in the inventory stock level along a supply chain (Liu et al. 2014). The uncertain demand or flections on demand along a supply chain is known as Bullwhip Effect problem (Lee et al. 1997). This is a critical problem in any supply chain, and due to the characteristics of AM, it might contribute to give a solution to this issue (Chan et al. 2018). However, reducing Bullwhip effect requires implementing effective mechanisms to increase the traceability of information between the suppliers such as sharing information from the point of sales only using technology so as to reduce the inventory. As Nyman and Sarlin (2014) pointed out, the customer involvement may change the underlying assumptions of the supply chain, and consequently, cause a change in priorities of the supply chain. In the transportation cost context, Attaran (2017) pointed out that AM can reduce the sum of transportation costs in the supply chain, by using AM as local manufacturing centre close to the market and hence reducing the length of the supply chain. In the same context, Barz et al., 2016 analysed the impact of AM on transportation, based on evidence conducted by a computational study, showed that the total transportation costs decreased by approximately 50 per cent. In terms of cost unit production, in all the studies reviewed here, Atzeni and Salmi (2012); Baumers et al. (2016); Gebler et al. (2014); Gibson et al. (2015); Hopkinson and Dickens (2003); Hopkinson et al. (2006); Sasson and Johnson (2016) Thomas (2016) concluded that AM can reduce cost per unit in small batch production of customized or complex products, in comparison to traditional manufacturing methods. On the other hand, Chan et al., 2018 noticed that the unit manufacturing cost by AM is still significantly higher than the traditional counterpart. In the same context, Hopkinson et al. (2006); Gibson et al. (2015) pointed out that an additional cost might happen due to technical issues such as printing errors.

They also observed that after the adoption of AM, there was an increase in the division of labour in manufacturing. This was implemented by sharing the information regarding production with all involved employees. Therefore, the higher separation of labour is likely to result on a positive impact, especially in terms of product quality and production process.
Conclusion
The point where the customer is involved in the supply chain indicates the level of customisation and standardisation. As highlighted in the literature, MTO companies are likely to face difficulties especially in design phases and to share information with the supply chain members. Whereas AM technology offers the ability to change the design and share with all members involved in manufacturing. The critical common factors for MTO companies and AM technology is customisation, production on demand. MTO companies often provide a range of product variety and customizable products in order to be competitive. The research questions to come out of the literature so highlighted the linked between.
How does AM affect material flow and information flow in MTO companies?
How does AM affect their manufacturing capacity and recourses?
What are the emerging issues and opportunities as the involvement of 3D printing in MTO companies?
Chapter 3: Research Methodology
Introduction
The overall aim of this chapter is to give an insight into the chosen research strategy which is implemented in this thesis. At the very first stage, the research strategy chosen for this thesis has been defined. In the second stage, the research method of collecting the data has been described and justified. It is followed by the stage of data collection and planning. Lastly, the limitation of the method which has been selected for this study will be highlighted as well, as for how the research overcome the ethic issue. While this thesis aims at exploring the influence of additive manufacturing technology on MTO companies, with regard to the influence of the technology on the flow of information and materials in their supply chain. Therefore, this thesis is aiming to address the three following questions:
Q1 - How does AM affect material flow and information flow in MTO companies?
Q2 - How does AM affect their manufacturing capacity and recourses?
Q3 - What are the emerging issues and opportunities as the involvement of AM in MTO companies?
3.2 - Research Strategy
Bryman and Bell (2015) distinguished two research strategies, qualitative and quantitative that can be implemented in order to obtain data which answer the research questions. The quantitative research strategy can be defined as “research that explains phenomena according to numerical data which are analysed by means of mathematical methods, especially statistics” (Yilmaz, 2013). Therefore, the quantitative research strategy is mostly used in collecting numerical data. On the other hand, the qualitative research strategy emphasis on collection and analysis of data that involves a deductive approach to the relationship between theory and research, while focusing on the testing of theories (Bryman and Bell 2015). According to Yilmaz (2013) the qualitative research strategy is defined as “an emergent, inductive, interpretive and naturalistic approach to the study of people, cases, phenomena, social situations and processes in their natural settings in order to reveal in descriptive terms the meanings that people attach to their experiences of the world”. Furthermore, the implementation of a qualitative research strategy focuses on words rather than quantification of the data collected from various sources. It puts emphasis on inductive approach, which analyses the relationship between theory and research by in which individuals interpret their social words, and therefore the emphasis is placed on the generation of theories (Bryman and Bell 2015). Thus, the qualitative research strategy is primarily exploratory research which is used to obtain an understanding of underlying reasons, opinions and motivations. Besides that, it can provide insights into the issues or contribute to developing ideas or hypotheses for potential quantitative study. Ideally, the data collection methods for qualitative study often relies on unstructured or semi-structured techniques such as focus groups, individual interviews, and observations (Fossey et al. 2009). The recognition of the purpose and the nature of research is fundamental to choose whether to follow qualitative or quantitative research strategy (Saunders et al. 2016). This dissertation is an exploratory study which aims to clarify and understand the influence of AM on the supply chain for MTO companies, with pay attention to the impact of the technology on the flow of materials and information in their supply chain. Therefore, the qualitative strategy is suitable for this study because the qualitative strategy is concerned with interpretation or understanding through inductive reasoning. In fact, the purpose in qualitative strategy is to describe and understand the phenomenon under research by recording and noting down participant experiences through observation and interview (Yilmaz, 2013). The researcher used a predetermined list of questionnaires in a semi-structured interview setting. This means that the questions were modified and updated according to the situation. Some of them were removed from the list, while some new questions were added to the list. However, this could affect reliability because no two interviews will be the same. The questions asked will be different from different participants.
Method choice
The design of interview methods can be structured, unstructured or semi-structured, each of these categories rely on the different nature of questions. In this study, semi-structured has been used as it can provide significant background and contextual material for the research and also because it is one of the commonly used methods in qualitative research (Saunders et al. 2016; Holloway and Wheeler 2010). The preparation of semi-structured interview involves predetermined questions, and it can be flexible with open-ended questions which might lead to a chance of exploring any issues arising spontaneously (Berg, 2009; Ryan et al. 2009). The nature of open questions encourages depth and vitality, which may contribute to the emergence of a new concept and increase the validity of the research (Hand, 2003; Deamley, 2005). The researcher has used semi-structured interviews as they are not descriptive in nature and will make it more interesting for the respondents to participate in. However, in order to achieve the aims and objectives of this dissertation, the interview has been selected as a research method for this study to obtain all the necessary information to address the questions of this research. The reason is that interview as a research method can not only help in conducting interviews, but they are faster and a very effective way of collecting data. In addition to this, interview contributed to increasing the knowledge of both the interviewer and the interviewee due to the possibilities of interchange and expressing views and ideas (Griffee 2005).
Preparation and data collection Stage
In general, an interview can be used as a method of collecting data in quantitative or qualitative research. In quantitative research, the questions are closed, while in qualitative research the questions are open-ended, as participants reply by making certain statements. Therefore this method is a purposeful conversation between two or more people (Griffee 2005). The interview method involves a range of techniques for generating data from responses of the interviewee and analysing them as textual data (Schwandt 2015). Furthermore, it is appropriate in a qualitative research strategy to use the interview method to conduct the research because this method can provide flexibility and responsiveness needed to obtain the information (Schwandt 2015). On the other hand, the interview method suffers from a lack of standardisation especially in semi-structured and depth interviews which may lead to concerns about the reliability of the findings (Saunders et al. 2016). A successful interview requires careful preparation by considering the purpose of the research question(s) (Bryman 2012). The interview guide was developed in order to create a comfortable environment and for effective interaction with the interviewee, enabling the participant to provide detailed information for the focus of the research (Smith et al., 2009). Besides this, an important step was taken regarding discussing the interview questions and guidance from the supervisor in order to confirm that the questions of the interview provided an opportunity to answer the research questions. The concern about the reliability of interviews method can be associated with the issue of bias (Saunders al, 2016). The bias has been classified into three into three categories. The first one is interviewer bias which happens when the interviewer behaviour causes bias in the way that interviewee may answer the questions being asked. As a result, there might be a lack of valuable data, and the interviewee is very likely to provide limited data. Secondly, interviewee or response bias which can be caused by the interviewees’ perceptions about the interviewer. As a consequence, the participants might tend to only provide a neutral or positive answer with regard to the question being asked, by withholding any negative aspects of the potential answer. Finally, participation bias which is the outcome of the nature of the individuals or organisational participants who take part in the interview. The required time for the interview could lead to a reduction in the willingness to participate in the interview (Saunders et al., 2016). For these reasons, the quality of work will rely on a contribution from participants. In order to overcome these difficulties, the researcher explains clearly the time required for the interview so that the participants can be free and available and they can manage their work accordingly. After requesting via emails for conducting an interview with the participants, the appointment with each participant was made. An information sheet regarding the purpose and nature of the research was provided. In this context, the confirmation of confidentiality was made by explaining to them what the data will be used for. In addition to this, the questions of the interview were also sent so to give them a comprehensive picture of the research and also give them a chance to prepare. This provided the opportunity to talk to academic in supply chain and operation management, technologist, and engineers in this field to draw a comprehensive picture of the influences of AM on MTO production approach. Primarily face to face interviews were conducted, but some interviews were also conducted over the phone. The findings that obtained from these preliminary interviews were then used to develop analysis and discussion chapter
Data analysis
Coding is the analytical process wherein the data is categorised so that the analysis process can be carried out effectively.

The quality of methodology
The issue of generalisability or transferability can be referred to the “extent to which the findings of a research study are applicable to other setting” (Saunders et al. 2016 pp. 398). However, this study aimed to explore and provide an insight of the influence of AM on MTO supply chain from a theoretical perspective, and thus the study is not involved in statistical generalisations (Saunders et al. 2016 pp. 398). Looking more closely, the outcome of this study was based on the participation of a limited number of academics, and it presents the interviewee’s perspective. Yet, designing multi-methods, for instance, case study and interviews include experts from different industry, and a sufficient number of academics is very likely to result in more valuable findings. Validity or credibility refers to “the extent to which the researcher has gained access to a participant knowledge and experience and is able to infer meanings that the participant intends from the language used by that person” (Saunders et al. 2016 pp. 398). In response to the issue of validity, the outcome that emerges from semi-structured interview does not necessarily intend to be repeatable because the data reflects the reality at the time of collecting the data. The technology of additive manufacturing is still improving, and therefore the impact of AM on the supply chain is likely to be changeable. The value of using semi-structured interview can be seen from the flexibility which contributes to exploring the complexity of the topic. For this reason, it is not realistic to have the same outcome if other researchers are undertaking the same research. The validity of data is achieved by ensuring that all the participants are qualified to answer the questions regarding the research and due to this reason the number of participants that can actually contribute is limited. Further, since the current topic was unique, there were not many individuals who could have participated in the study.
Methodology Limitations
This study has used only one research strategy and one method to collect data in order to explore the impact of AM technology on MTO supply chain. The interviews included only 6 participates who were qualified to contribute valuable data for this research. As a result of targeting the relative participants and experts in the field. In order to attract experts in the field, TCT show was attached. In the event, the researcher had a conversation with many people from the show and therefore was able to gain some general insight were gained. In total, around 29 requests for an interview by email and phone calls were made, but only result 9 responded. Although the research participants were limited, the fact that they were well-qualified made their responses and contributions valuable. Additionally, the time for preparing the interview and developing a guide was too short. For these reasons, the results from interviewing only academic people might be insufficient to provide a comprehensive view of the impact of the technology on the performance of MTO supply chain. Therefore, further study can be conducted by using more than one strategy and more than one method while involving participates from the industry and thus a comprehensive view regarding the study can be provided.
Ethical Issues
The ethical perspective in research is a significant aspect which was considered in this research. In order to ensure ethical research, the researcher diligently followed the ethic form from the university. In addition, the only purpose of collecting the data by using a semi-structured interview was to enhance the overall quality of the responses, because the researcher could obtain detailed information regarding the subject matter. Moreover, the researcher provided an information sheet to the participants in order to give not only an explanation about the study but also details regarding the duration of the interview and the use of information.
Summary
This chapter has highlighted the methodology which was used in this study. The justifications of the research strategy and research method have been provided with an explanation for each of them. The process of collecting the data has been mentioned in this chapter. Moreover, the chapter discussed the quality of this research followed by the limitation of the methodology. Lastly to overcome the ethical issues were also given.
Chapter 4: Findings
Introduction
The purpose of this study is to explore the influence of AM technologies on MTO companies, by focusing on the flow of materials and information. This chapter presents the result of the 10 interviews; the result was structured into three main sections. Firstly, the data regarding the impact of AM technologies on the flow of materials and information has been presented. The second part highlighted the impact on MTO capacity and resources. The third part describes the opportunities and issues emerging as involving AM in MTO production.
The influence of AM on the flow of material and information in MTO production
The overall aim for selecting the flow of materials and information aspects, as the main themes in the data collection was to achieve a better understanding about the way that AM technologies influence the supply chain for MTO companies.
Defining the flow of materials in AM production and its impact on MTO production
The result shows that AM enables MTO companies to change from centralised supply chain where sending the raw materials to one place for production, to distribution supply chain where MTO companies become able to distribute their manufacturing based on the location of demand. However, it can help to reduce transportation for finish products, but there is still need to send the raw materials to the locations of AM machines. As a result of moving from centralised manufacturing to distributing manufacturing, there will be complicated supplier lines to where the machines are located. Distribute manufacturing by using AM it is not clear whether the supplier is able to keep with demand in different locations. The raw materials of AM are restricted which mean that the manufacture of the AM machines normally supplies the raw material. However, the nature of AM technologies will largely determine the way of flowing materials. Some large manufacture of AM machines such as 3D system company, do not offer the raw materials for the AM uses. Yet, the 3D system relies on a particular supplier to provide raw material and maintains service for their users. In this scenario, it is compulsory by the manufacturer of AM to deal with that practical supplier. An interviewee gave an example by referring to the 3D system machines, which are using 5kg bottles and it has an RFID tag to keep the system update. For this reason, 3D system machines have to have their specific materials to be in their bottles. Therefore, the companies produce by AM technologies have to keep some of these raw materials in inventory in the case that the raw materials are not deliverable, or an error occurred in the planning of production. The companies do not rely on production from the stock. However, the responsibility of delivering and transporting the raw materials is on the supplier. In contrast, the companies using AM technologies have to manage the inventory carefully so as to make sure that there are sufficient materials to cover the production. Hence, there is a level of inventory required to make sure that they have enough materials for the machines and supporting materials for production in inventory. However, the upstream suppliers must have inventory, and users of AM have a specific re-order point. Because when the inventory falls to that particular point, AM users can place an order for raw materials to the supplier. The result also shows that there is a clear understanding between the manufacturer and supplier of raw materials where the manufacturer provides information about the monthly demand for the raw materials. Thus, a good relationship with the supplier of raw materials may emerge where the supplier can provide a fast response to deliver the order of raw materials and AM uses indicate quantity required for their production to the supplier. By looking at AM printing metal items, it could be somehow open source for using more than one raw materials, but there is still a risk of failure to manufacture the product required if the raw materials were from another supplier. On the other hand, AM technology which prints plastic product is normally supplied by the manufacturer of the machines and using other raw material from the different supplier will result in destroying the warranty and service contracts. As one interviewee said, “There is a lack of flexibility there in terms of where you get your materials from”. Talking about this issue related to the source of raw materials for AM, another interviewee said “Some of the older 3D printing technology because the companies they could only secure the rights to the intellectual property for like 25 years. Some of the first 3D printing companies now the suppliers are no longer able to say you have got to use our own materials.” The interviewee alluded to the notion of all the manufactures of AM technologies are aiming to maximise their profitability by forcing their users to buy the raw materials from them. In the same context, because AM often relies on one supplier for the raw materials, it is very likely to help in simplifying the upstream supply chain, whereas the alternative production methods might have different suppliers of raw materials to make the same product. Additionally, one interviewee argued that AM might help to reduce the bullwhip effect by not only taking out stages in the manufacturing process but also reduce it by reducing batch sizes, whereas a conventional manufacturer may have to produce larger batches. Therefore, producing small batches by using AM result in smooth demand going up to the suppliers of raw materials. Commenting on the impact on the upstream supply chain, one of the interviewees said: “That means downstream is easy to manage and upstream is used a certain supplier. If you can communicate your use of materials with supplier, the suppliers could offer to manage the raw materials on a VMI arrangement for you. Especially if you know the machine itself could have some sensors to spend to the supplier how much being used and how much is left in tank and it could be a service supply can offer” Despite the fact that AM is limited to the materials used, the machines are able to produce thousands of different products, which allows the companies to hold the spare parts digitally rather than holding a physical stock and then producing them based on demand by loading up digital files to the machines. Moreover, AM helps companies to increase the level of variety without the need to hold them in stock and produce on customer requirement.
Identify the information flow in AM production and its impact on MTO companies.
A common view amongst interviewees was that because AM is a digital technology and it is often based on the online market, all the designs are held digitally and produce a finished product without an intermediate stage. This result on effective information flow especially in term of distributing manufacturing where there is need only to send files by email and produce it on demand. Other responses to the question of the impact of AM on information flow was that: “All can communicate electronically so customers can send their electronic file to the supplier and supplier can produce that product it does not need special tooling or any extra information or anything else apart from your file, so it is very easy to distribute electronically”. In one case, the participant thought that AM enables companies to become MTO rather them MTS, which it might influence the manufacturing to rely less on forecasts which lead to sharing accurate information about the requirements of the customers. Interestingly, only one interviewee has a different view on the impact on information flow using AM. “Looking at full track traceability in whole additive manufacturing process so all the way from raw materials to stock until the type of powder and which machines were using them all the way until the final component and in whole processing is something that not there at the moment compared to other processes but it has been considered”. Another interviewee was asked about the lack of ability to share information and tracking traceability for AM production process, the interviewee responds by: “Things about information sharing are very much in how you configure your whole supply chain and the relationships that you have with your suppliers. So what information you get the information you pass on isn't really affected by that production technology”. When the participants were asking about how MTO companies should manage and control the information, the majority commented that companies would not necessarily need to develop an especial system to control the information for AM production. Furthermore, commenting on an information system for AM, one of the interviewees said “ Companies will create a marketplace on the web where the customer can submit to a web page and that companies can be allowed the suppliers access to that webpage and give the right to produce the peak demand”. Other responses to this question included that AM has a different process as compared to traditional manufacturing and therefore it should have a different software with the smaller methodology. One interviewee gave a detailed explanation of mechanisms, which are implemented in the flow of information in AM production. The interview highlighted that the flow of information in AM production is straightforward and it is all digital. The order starts by downloading the design and then uploading that file on the software to identify any issues with design, or the objective which could be is very big or small. Once the checks are complete, the production starts and the manufacturer updates that in the platform to provide visibility to the customer. After that, the item is moved to post-production, and the customer is still able to track the product. Following this stage is cleaning and quality control. This can be updated as well, for example, if there were 100 parts and 5 are broken, and the others are in quality control, all of this information is easily accessible to keep the customers updated. Finally, the product is packaged and prepared for shipment, so there is transparency in each step of the production process of AM production. So, relying on a system that has all the details of production on the platform could be a very effective mechanism to manage a flow of information and share the process with customers.
The impact of AM on the resources and capacity
Once the flow of materials and information aspects were covered, the interviewees were asked about the impact of AM on the resources and capacity for MTO production systems and compared it with the traditional ones. This section presents the result related to the impact of AM technologies on the capacity and resources of MTO companies.
Capacity
AM technologies can expand the capacity of MTO companies by enabling their manufacturing process to outsource during the peak demand. By doing so, MTO companies have to send only the design file, and there is no need to send materials, engineer or equipment. Therefore, the result can confirm that production using AM, where outsourcing the peak demand is possible, the capacity of MTO can improve to handle demand which higher their original capacity. In the same context, AM allows companies for efficient use of their capacity by fill up the capacity and outsourcing peak demand, which lead to more capacity in the physical production of the orders. For this reason, effective use of AM machines can also reduce the cost of production. The labour requires in AM has been considered as an aspect of great importance in the capacity of MTO companies. The majority of participants agreed with the statement that there is a need for skilled labour and training for effective use of the AM machines. One interviewee responded to workforce question by saying: “In theory, it is a press a button walkaway come back when it is finished”. Researcher: “I think there is more if we look at designers.” Interviewee: “From engineer’s perspective designing products for the additive is a different skill and quite rare skill at the moment people are not used to it”. Looking from MTO perspective, there is a need for skilled labour to create the 3D design of the product and thus use the features of AM machines effectively. As one interviewee put it “There's more emphasis on the design stage in effect to get the design right and the planning you have built which requires a degree of technical expertise to able to do that”. The interviewee justifies this by indicating that AM does not require human involvement in the actual production, but more people are needed for handling design and development planning of the product. Surprisingly, only one participant respond differently to the question of the skills and technicians that require for AM use. The interview responds to the question by saying: “I do not know we got a different result in that some companies say you can get away with using skilled labour other the companies are saying no these machines are really complicated work which requires highly skilled staff, so there doesn't seem to be any agreement on that”. One interviewee argued that the employees would learn and become more skilled as they use the technology more. Another interview mentions that if the company has a large number of AM machines, then logically the firm requires employees who are able to repair rather than wait for the machines to be repaired by someone else. The result of waiting to repair AM machines may lead to losing production capacity, and orders become late which also lead in failure to meet the expectation of the customer’s especially in term of delivery promise time.
Resources
The result from interviews indicates that not all the raw materials for AM can be recycled and for this reason, complications may include the inability to manage the resources in term of raw materials. Looking at metal AM powders after producing the final component, there would be the amount of powder which has not been used in production. Some of that powder might be partially melted and effect by heat going around it. Because of this, there will be added complexity to find out which materials can be recycled and which not and recycle that material several times do not guarantee to gain the final product as it was expected. As consequences, there will be a limitation in term of the amount of powder that can be recyclable.
Describing the opportunities emerge of involving AM in MTO production
The participants overall demonstrated that the fundamental concept of using additive manufacturing is its ability to produce on demand rather than making products to stock. In many traditional productions system, there is a need for large investment in tooling and thus resulting in centralised manufacturing for effectively using such tools. The production with AM allowed companies to locate their production near to demand so moving from centralised to distribute manufacturing thereby improving responsiveness to demand. The idea is that production using AM contributes to establishing a global network to meet the demand emerging from a different geographic location with providing a great opportunity not only to reduce the negative impact of offering variety from the stock but also reduce waste in inventory. Therefore, it can be said that AM do not require the traditional physical infrastructure to do manufacturing and therefore it can be used to reach different far away locations easily and effectively. All the interviewees agreed that one of the great benefits of using MTO AM in their production is contributing to increasing the level of customisation. By putting more effort on the meeting the customer’s requirement rather than forecasting demand and managing the materials in their inventory. This opportunity can be seen clearly in the customizability aspect of the aerospace industry. One interview provides an example of this opportunity by looking at Airbus aircraft 318-19-20-21 in which previously each component was different from one another and therefore they had to be manufactured separately every time for every. Yet, using AM helped in producing each specific part and adjust whatever was left with the next aircraft in the production line, so it just prints the parts depends on the type of aircraft without the need to wait and adjusted the tool to produce the different part for a different component.
Describing the issues emerge of involving AM in MTO production
The issues of involving AM technologies in MTO are some of the main design issues. One of the biggest problems with AM is intellectual property. The majority of participants mentioned this issue. One interviewee explained that design could be leaked on the job floor and other people start using that design, but what if they modify slightly and then start producing it. Going further, if competitors have a 3D scanner and they scan a printed product, in doing so they can recreate the digital design for that product without copying it from the original design. Thus, there are concerns around who owns intellectual property and how to manage and make sure that those create designs are getting the appropriate payments.
Summary
The results in this chapter indicate that AM is contributing to change MTO manufacturing from centralised to distribute manufacturing and therefore improving the responsiveness for customer orders. The flow of raw materials determined by the manufacture of AM machines, where it is compulsory in many cases to receive the raw materials from a particular source that are provided from the AM manufactures. It can be concluded that AM helps to improve the visibility, but there is a lack of traceability in all process of AM manufacturing. The way in which information flow by using AM technologies in production is leading companies to focus on customer’s requirements and specifications rather the forecasting demand and managing the inventory. The result also shows insight into the impact of the technologies on the capacity and resource. Finally, the issues and opportunities emerging from involving AM in production were described. The next chapter, therefore, moves on to discuss the impact of the AM technologies on MTO companies.

Chapter 5: Analysis and Discussion
The literature on customer value has highlighted several objectives, which are cost, lead time, quality and service (Christopher, 2011; Naylor et al. 1999). Therefore, these factors have become extremely important to improve a company’s performance and to obtain competitive advantages, by maximising quality and service, and a reduction in the cost and lead time (Naylor et al. 1999). Understanding the customer value and product characteristics can lead to identifying the nature of the supply chain structure and where to locate the de-coupling point. In the supply chain literature, it identified the terms of its order penetration point (OPP). Gosling et al. (2007) identified six different OPP possibilities in the supply chain structure, and these six points indicated where the customer might become engaged in the supply chain as shown in Figure 2. Six simplified supply chain structures have been defined: engineer-to-order (ETO), buy-to-order (BTO), make-to-order (MTO), assemble-to-order (ATO), make-to-stock (MTS) and ship-to-stock (STS). Figure 2 Illustrates the flow of activities in the six supply chain structures, where the level of customisation and standardisation takes place before a customer order is received (Gosling, 2007). In MTO, the risk lies with storing raw materials and components as stock. In many MTO companies, the customers are often responsible for the design of their products, rather than the suppliers or manufacturers (Amaro et al., 1999). As a result, these companies are not involved in dealing with the same type of new product development. If the manufacturer is responsible for design the product, it is often with involvement with customers (Hendry, 1998). The issues of the lack of integration and coordination of MTO supply chain in manufacturing have been highlighted in literature for several years. Luhtala et al. (1994) present problems regarded to inaccurate communication among firms, lack of integrated production planning and control, as well as a lack of information regarding supply chain performance. Past studies have indicated that the cause of those problems can be traced back to the lack of information flow among the supply chain members (Ballou et al., 2000; Bechtel and Jayaram 1997). In a study investigating the flow information problems in MTO companies, Isatto et al. (2015) found that most of the problems emerge in the design phase, due to the creations and exchange of information between different members in the supply chain. Those problems could affect the performance of downstream processes, resulting in a significant increase in design lead time and cause rework during the design phase. The production processes by AM technologies can be categorised based on the objective of the final product. For example, the processes to build the first world’s 3D printed house (Wheatstone, 2016) was a project process because it has a low volume and high variety. Another example of a project process using AM is that 3D-printed steel bridge in Amsterdam as showing in figure 10 (Yalcinkaya, 2018) as there is one bridge with that specification. Moreover, there is a lack of researches to explore the process types of MTO production system. However, as it has been discussed early, MTO companies offer large products variety with or without a very limited number of standard products. Therefore, the MTO process is likely to be between jobbing process and batch process depends on the nature of the company. A possible explanation for the impact of AM processes on MTO companies is that the AM processes enable MTO companies to increase their level of customisation to meet each customer requirement. Besides that, if MTO tends to use AM for high volume, then an investment in term AM machines and software are needed. AM technology still has numerous restrictions limiting its applications. In many technologies, the adoption of AM requires training resting on heavily investing in infrastructure and specialised software (Holweg, 2015). The availability of materials and the choice of colours and surface finishes are still constrained Berman (2012). In addition to this, a physical limit to product dimensions with the building space of AM machines (Gebhardt et al. 2010). The first applications for AM in the medical field was to produce dental implants and custom prosthetics in the early 2000s (Gross et al. 2014; Cui et al. 2012). Since that time the use of AM in the medical field has improved dramatically. In recent years, the application of AM has been involved to produce bones, ears, exoskeletons, a jaw bone, and organs (Schubert, 2014). Besides this, the technology is also used in pharmaceutical research regarding medication discovery, delivery, and dosage forms (Klein et al. 2013). From supply chain processes perspective, a comprehensive study to analyse the influence of AM on supply chain processes on the hearing aid industry which undertook by Oettmeier and Hofmann (2016). They notice that there is a similarity in term of processes of manufacturing as showing in Figure 7. However, after the adoption of the technology, they become able to produce in batches of 12 to 40 per building task. Whereas before the adoption the manufacture was only able to produce a single part and hence production in batches was impossible by using the traditional method. Some large manufacture of AM machines such as 3D system company, do not offer the raw materials for the AM uses. Yet, the 3D system relies on a particular supplier to provide raw material and maintains service for their users. In this scenario, it is compulsory by the manufacturer of AM to deal with that practical supplier. During the study, an interviewee gave an example by referring to the 3D system machines, which are using 5kg bottles and it has an RFID tag to keep the system update. For this reason, 3D system machines have to have their specific materials to be in their bottles. However, the supplier upstream must have inventory, and users of AM have a specific re-order point. Because when the inventory falls down to that particular point, AM users can place an order for raw materials to the supplier. The result also shows that there is a clear understanding between the manufacturer and supplier of raw materials where the manufacturer provides information about the monthly demand for the raw materials. In doing so, there will be visibility provided between the companies using AM in their production, and suppliers in order to help the supplier to manage the inventory. Thus, a good relationship with the supplier of raw materials may emerge where the supplier can provide a fast response to deliver the order of raw materials and AM uses indicate quantity require for their production to the supplier. Despite the fact that AM is limit to the materials used, the machines are able to produce thousands of different products, which allowed the companies to hold the spare parts electrically rather than hold a physical stock and then producing based on demand by load up digital files to the machines. Moreover, AM helps companies to increase the level of variety without the need to hold the stock and produce on customer requirement. Other responses included that AM has a different process as compared to traditional manufacturing and therefore it should have a different software with the smaller methodology. One interviewee gave a detailed explanation of mechanisms, which implement in the flow of information in AM production. Highlighted that the flow of information in AM production is straightforward processing and it is all digitalis. The order start by downloading the design and then uploading that file on the software to identify any issues with design, or the objective which could be is very big or small. AM technologies can expand the capacity of MTO companies by enabling their manufacturing process to outsource during the peak demand. By doing so, MTO companies require sending only the design file without the need to send materials, engineer or equipment. Therefore, the result can confirm that production using AM, where outsourcing the peak demand is possible, the capacity of MTO can improve to handle demand which higher their original capacity. In the same context, AM allows companies for efficient use of their capacity by fill up the capacity and outsourcing peak demand, which lead to more capacity in the physical production of the orders. For this reason, effective use of AM machines can also reduce the cost of production. The interviewee indicated that AM does not require human involvement in the actual production, but more people are needed for handling design and development planning of the product. One interviewee argued that labour would learn and become more skilled as they use the technology more. Another interview mentions that if the company has a large number of AM machines, then logically the firm requires to employ labour which able to repair rather than wait to repair for the machines. The result of waiting to repair AM machines may lead to losing production capacity, and orders become late which also lead in failure to meet the expectation of the customer’s especially in term of delivery promise time. In many traditional productions system, there is a need for large investment in tooling and thus resulting in centralised manufacture for effectively used of these tooling. The production with using AM allowed companies to locate their production near to demand so moving from centralised to distribute manufacturing and thus improve responsiveness to demand. The idea is that production using AM contributing to establishing a global network to meet the demand emerge from a different geographic location with providing a great opportunity not only to reduce the negative impact of offering variety from the stock but also reduce waste in inventory. Going further, if competitors have a 3D scanner and they scan a printed product, in doing so they can recreate the digital design for that product without copying it from the original design. Thus, there are concerns around who owns intellectual property and how to manage and to make sure that those create designs are getting the appropriate payments. In MTO, the hazard lies with storing uncooked substances and components as stock. In many MTO agencies, the customers are often chargeable for the design in their personal merchandise, rather than the providers or manufacturers (Amaro et al., 1999). As a result, those groups are not worried about dealing with the identical type of latest product improvement. If the manufacturer is responsible for layout the product, it is often with involvement with customers (Hendry, 1998). They discovered that quantity of issues regarding the drift of records inclusive of layout facts drift is poorly described. This suggests the clients’ needs are not definitely addressed to the right supply chain member, and layout changes are not properly communicated to the producing which causes manufacturing of needless elements or assembly errors. Every other difficulty that could face MTO agencies is the useless planning and managing of the site of productions. This could cause a delay in passing statistics to production, which make it tough to determine the perfect time to order the fabric wanted for production. This consequences the ordering procedure and leads to frequent modifications within the shipping agenda dates (Isatto et al. 2015). There is a lack of researches to discover the manner varieties of MTO manufacturing machine. However, as it has been discussed early, MTO companies offer large products range without or with a very limited quantity of popular merchandise. Therefore, MTO technique is possible to be between job process, and batch process relies upon on the nature of the organisation. A probable reason behind the effect of AM processes on MTO companies is that the AM techniques permit MTO agencies to boom their degree of customisation to satisfy every character consumer requirement. Besides that, if MTO generally tends to apply AM for excessive volume, then an investment in time period AM machines and software are wanted. Gosling et al. (2007) identified six exceptional OPP opportunities inside the supply chain shape, and these six points indicated where the consumer would possibly become engaged in the supply chain. Six simplified supply chain structures have been defined: engineer-to-order (ETO), buy-to-order (BTO), make-to-order (MTO), gather-to-order (ATO), make-to-stock (MTS) and deliver-to-stock (STS). The glide of activities inside the six supply chain systems, where the extent of customization and standardization takes place earlier than a purchase order is obtained (Gosling, 2007). To conclude, a decoupling point on downstream results in reduced transport lead time to customers and improved performance, conversely there is a chance of maintaining inventory. Decoupling factor upstream effects in an elevated diploma of customisation, decreased reliance on forecasts, in addition to casting off the paintings-In-manner (WIP) buffers and decreased the threat of obsolescence of inventories. However, the lead time can be a challenge to reach the marketplace. The ability of manufacturing products without the want of tooling to be involved in production can permit manufacture to move from centralised to allotted manufacture. Eyers and Potter (2015) mentioned the use of electronic communications to transfer design file for AM between clothier and producer. They recognised 4 channels; Tele-production has one production and lots of shoppers, where customers are able to create a product from authentic design and then switch the design electronic to production and therefore having at once dating among customers and manufacturing without a need for intermediaries inclusive of shops. The second channel is collaborative manufacturing contain many producers and buyer to allow digital transmission mechanism to change the designs and other associated data of order between distinct production centres for manufacturing. The 1/3, localised production that is to locate the producing functionality near call to reduce value and time in comparison to the centralised approach. This model can lead the delivery chain to rely on transportation for substances go with the flow. However, on this model, the end merchandise need to moved less distance from manufacturing centres to quit factor of consumption and consequently reducing expenses and time for transferring the materials. Finally, user production: consists of many consumer manufacturers, many consumer buyers. By using the internet to linked users to share design and produce their product. On this technique, statistics glide among a collection of self-carrier customers and the substances flow straightaway to the give up a patron, requiring distribution plans to help to reach a huge wide variety of low extent customers.
The AM era has also been carried out efficaciously in hearing aids (Eyers and Dotchev, 2010). On this area, the tool ought to healthy flawlessly to be functional and relaxed for the consumer. The manufacturing with the aid of AM in hearing useful resource is imparting an excellent instance of the way AM can be used correctly and profitably to provide complex and customised merchandise (Lipson, 2013). It has been shown in diverse literature that AM has the capacity to increase the extent of customisation (Eyers and Dotchev, 2010; Berman, 2012; Rayna et al., 2015; Nyman and Sarlin 2014). From supply chain tactics angle, a comprehensive study to analyse the effect of AM on supply chain techniques at the hearing useful resource industry which undertook by means of Oettmeier and Hofmann (2016). The word that there may be a similarity in the time period of procedures of producing as displaying in determine 7. However, after the adoption of the era, they emerge as capable of produce in batches of 12 to 40 in keeping with building the venture. While before the adoption the manufacturer was most effectively able to produce a single component and consequently manufacturing in batches changed into not possible by way of the use of the conventional method. From patron’s attitude, Wikner and Rudberg (2005) outline three dimensions for demand requirements, the shape of product, time and area utility which in flip, those necessities may be converted into a hard and fast of four sizeable troubles associated with the supply of products. So, if the production becomes more than the demand, sources will be over devoted resulting on developing inventory fee. In the evaluation, if the call for exceeds manufacturing, this can lead to terrible effect with the aid of growing charges for backlog and opportunity of losing income. However, the usage of customer call for statistics as entering for extraordinary decisions in manufacture. Thereby, the purchaser demand records are appreciated to OPP to feature cost methods for the patron’s requirement. Furthermore, there are 3 principal factors which can affect the layout of decoupling factor as it has been discussed in the literature (Yeung et al., 2007; Yang et al., 2004; Olhager, 2003). One of the maximum essential marketplace factors concerning the decoupling factor is the lead time (Gary and Tang (1997); Brown et al. 2000; Von Donk 2001), i.e. the shipping time for the product to reach the market. In the case of clients who require fast delivery, it might be tough for the producer to push decoupling factor upstream. In such cases, the order winner could be delivery time; wherein producers can reduce shipping time by means of locating the decoupling factor downstream of the delivery chain. The second issue is volatility in demand, which drives the approach whether to fabricate the goods to inventory or to make (Gary and Tang (1997); Brown et al. 2000). In a product with volatile demand, completed goods in inventory can be avoided by way of finding the decoupling factor upstream, thus flow the inventory at the common component level. Forecasting in a strong call for the pattern is regularly not complicated and therefore locates the decoupling point near to the clients. As Olhager (2003) talked about, great extent merchandise is possible to have a solid call for the sample, and consequently, MTS order is suitable for ‘make to inventory’ method. Alternatively, variable call for the sample is appropriate to discover the inventory relying on the level of customisation.
Chapter 6: Conclusion
Today, the reason for countries such as China, India, and Thailand being the major manufacturers is that these countries have low labour cost and more access to the raw materials needed for mass production. The products manufactured in China usually compete on low cost of production, due to low labour cost. AM technologies can add complexity to the supply chain by moving MTO manufacturing from centralised production to distribute production. It is not clear whatever the supplier of raw materials is able to meet high demand in distribution manufacturing. Another point is that high cost of printed products and addition running the machines to producing one item as the same as filling the whole batch. Furthermore, the cost in the whole process in AM includes the design until postproduction process is not fully understood from manufacturing view. By looking at the raw materials used for AM production, despite the fact that the machines use less material compared to conventional manufactured but the materials are not all recyclable and it extremely expensive than the one used on conventional manufacturing. As it has been mentioned early, getting access to the different source for raw materials can be problematic and as one interviewee add that some issues in term of the maintained the machines. All these issues may result in effecting the final profitability for the manufacturer. The majority of participants agreed that one of the biggest challenges is making an investment decision on AM technologies. They highlighted that technology is improving fast now and the technologies are expensive but by the time is getting a chapter. All the interviewee suggestions that because of the improvement of technologies, the machines are becoming better in term speed, quality, and other features. Therefore, whatever machines the companies own now; in the future, it will be better and cheaper as well. Producing near the demand in order to reduce transportation is considered as a challenge for the manufacturers. Moving the materials unnecessary results in wastage of time and cost for the company. The transportation may include any movement of raw materials, which do not add value. A decrease in the output of manufacturing will affect the GDP in major countries that depend on the manufacturing processes. Herein it can be said that UK’s GDP from manufacturing in 1990 was around 17% whereas it now struggles to achieve even 10%. One of the main reasons is that exports of UK’s share in global manufacturing have dropped from 7.2% in 1980 to 2.9% in 2012. The future scenario is widely discussed for manufacturing in increasing automated manufacturing processes which when complemented with a small and high skilled labour and become less reliant on a large number of physical workforces than in the past. This means in the future the labour of manufacturing will become very skilled and specialised manufacturing based on automation and robotics or technology Technologies such as Additive manufacturing will play a key role in transforming manufacturing. Evidence indicates that the market of product produced by AM is increasing rapidly and will provide important transformative opportunities for UK manufacturer. In a number of industries, Make-To-Order manufacturing strategy is implemented due to the competition on offering variety and customisation product to produce products and services, only when the customer orders it. Therefore, MTO system is facing challenges such as managing inventory, manufacturing lead-time and forecasting the demand. The first objective of this study is to analyse the nature of MTO in the context of the supply chain structure. Secondly, discuss the characteristics of AM technology from a manufacturing system perspective. Identify the impact of this technology on the flow of materials and information, and define the impact on their resources and capacity. Finally, outline the issues and opportunity emerging as involving AM in MTO manufacture. AM can be defined as “process of joining materials to make objects from 3D model data, usually layer upon layer, as opposed to subtractive manufacturing methodologies.” The popularity of MTO has increased dramatically in recent years because of mass customisation and competition in terms of product variety. Therefore, many companies offer a large variety of products to stay competitive, and hence MTO is an effective strategy to deal with this competition. Looking closely, it is believed by academics that there are numerous implications on all aspects of the business which lead to increase in not only the cost of production, but also on the cost of developing products, manufacturing, and supply chain. The aim of this study was to understand the potential influence of AM on MTO manufacturers. The purpose of this study is to explore the impact of additive manufacturing technologies on Make-to-order by focusing at the impact on the flow of materials and information in MTO supply chain. In order to achieve better understanding, qualitative research strategy has been selected, using the semi-structured interview. The materials flow from upstream to downstream measuring the quantity and duration of materials moved in supply chain network. The cost of material flow involves the cost of transportation of goods and raw material, in addition to the cost of inventory which is implied by the flow. The relationship between inventory cost and transportation cost are usually inversely proportional, which implies that the lower inventory cost, the lower transport cost, the higher inventory costs and reversely. If the production were more than the demand, resources would be overcommitted resulting in creating inventory cost. In contrast, if demand exceeds production, this may lead to a negative impact by creating costs for backlog and the possibility of losing sales. However, the use of customer demand information as input for different decisions in manufacture. Thereby, the customer demand information is liked to OPP to add value processes for the customer’s requirement. In such cases, the order winner would be delivery time, where manufacturers can reduce delivery time by locating the decoupling point downstream of the supply chain. The second factor is volatility in demand, which drives the strategy whether to manufacture the products to stock or to make. Forecasting in stable demand pattern is often not problematic and therefore locates the decoupling point near to the customers. The end customer might still have to wait to receive the desired product. However, if MTO companies want to remain competitive, the promise of lead times must be maintained. A number of problems regarding the flow of information such as design information flow are poorly defined. This means the customers’ needs are not clearly addressed to the right supply chain member, and design changes are not properly communicated to the manufacturing which causes the production of unnecessary parts or assembly errors. Another issue that might face MTO companies is the ineffective planning and control of the site of productions. This may cause a delay in passing information to manufacturing, which makes it difficult to determine the appropriate time to order the material needed for production. This affects the ordering process and leads to frequent changes in the delivery schedule dates. It can be concluded that AM helps to improve the visibility, but there is a lack of traceability in all process of AM manufacturing. The way in which information flow by using AM technologies in production is leading companies to focus on customer’s requirements and specifications rather the forecasting demand and managing the inventory. AM technologies can add complexity to the supply chain by moving MTO manufacturing from centralised production to distribute production. It is not clear whatever the supplier of raw materials is able to meet high demand in distribution manufacturing. Another point is that high cost of printed products and addition running the machines to producing one item as the same as filling the whole batch. Furthermore, the cost in the whole process in AM includes the design until postproduction process is not fully understood from manufacturing view. By looking at the raw materials used for AM production, despite the fact that the machines use less material compared to conventional manufactured but the materials are not all recyclable and it extremely expensive than the one used on conventional manufacturing. As it has been mentioned early, getting access to the different source for raw materials can be problematic and as one interviewee add that some issues in term of the maintained the machines. All these issues may result in effecting the final profitability for the manufacturer. The majority of participants agreed that one of the biggest challenges is making an investment decision on AM technologies. They highlighted that technology is improving fast now and the technologies are expensive but by the time is getting a chapter. All the interviewee suggestions that because of the improvement of technologies, the machines are becoming better in term speed, quality, and other features. Therefore, whatever machines the companies own now; in the future, it will be better and cheaper as well. AM technology still has numerous restrictions limiting its applications. In many technologies, the adoption of AM requires training resting on heavily investing in infrastructure and specialised software (Holweg, 2015). The availability of materials and the choice of colours and surface finishes are still constrained Berman (2012). In addition to this, a physical limit to product dimensions with the building space of AM machines (Gebhardt et al. 2010). The first applications for AM in the medical field was to produce dental implants and custom prosthetics in the early 2000s (Gross et al. 2014; Cui et al. 2012). Since that time the use of AM in the medical field has improved dramatically. In recent years, the application of AM has been involved to produce bones, ears, exoskeletons, a jaw bone, and organs (Schubert, 2014). Besides this, the technology is also used in pharmaceutical research regarding medication discovery, delivery, and dosage forms (Klein et al. 2013). From supply chain processes perspective, a comprehensive study to analyse the influence of AM on supply chain processes on the hearing aid industry done by Oettmeier and Hofmann (2016) was used. They noticed that there is a similarity in term of processes of manufacturing. However, after the adoption of the technology, they were able to produce in batches of 12 to 40 per batch. Whereas before the adoption the manufacturer was only able to produce a single part and hence production in batches was impossible by using the traditional method. AM technologies can expand the capacity of MTO companies by enabling their manufacturing process to outsource during the peak demand. By doing so, MTO companies require sending only the design file without the need to send materials, engineer or equipment. Therefore, the result can confirm that production using AM, where outsourcing the peak demand is possible, the capacity of MTO can improve to handle demand which higher their original capacity. In the same context, AM allows companies for efficient use of their capacity by fill up the capacity and outsourcing peak demand, which lead to more capacity in the physical production of the orders. For this reason, effective use of AM machines can also reduce the cost of production. The interviewee indicated that AM does not require human involvement in the actual production, but more people are needed for handling design and development planning of the product. One interviewee argued that labour would learn and become more skilled as they use the technology more. Another interview mentions that if the company has a large number of AM machines, then logically the firm requires employee labour which able to repair rather than wait to repair for the machines. The result of waiting to repair AM machines may lead to losing production capacity, and orders become late which also lead in failure to meet the expectation of the customer’s especially in term of delivery promise time.



- 24/7 Customer Support
- 100% Customer Satisfaction
- No Privacy Violation
- Quick Services
- Subject Experts